
为了给您提供更的焊管,【焊接钢管】出货快产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:焊管,【焊接钢管】出货快的图文介绍
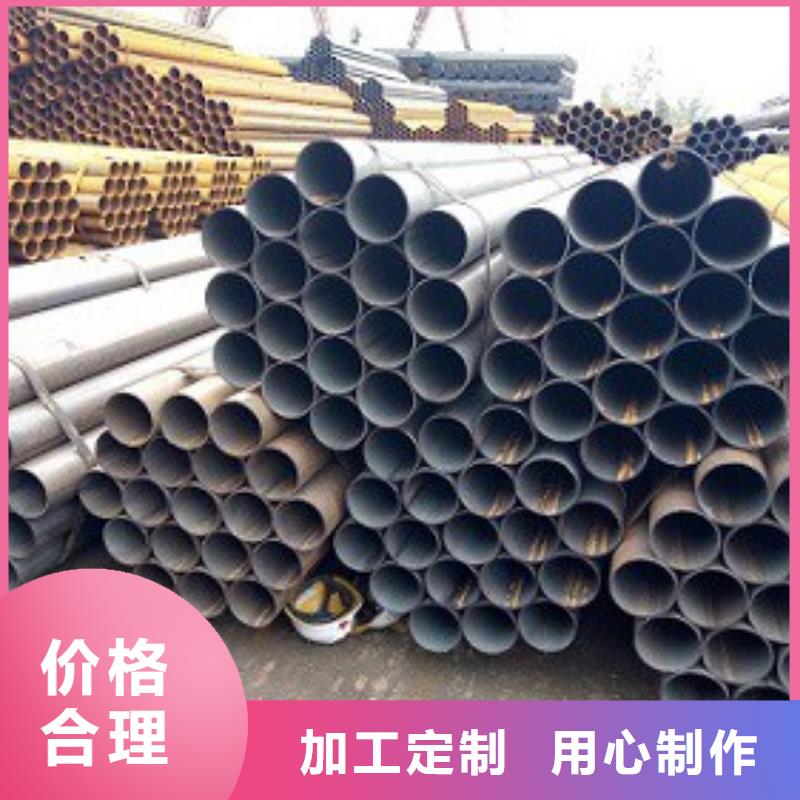
亿铭泰 有限公司是专业 四川攀枝花焊接钢管解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 四川攀枝花焊接钢管新产品的研发,满足用户多元化的需求。



现阶段采用的酸洗工艺除去不锈钢表面厚氧化皮,使用温度高,酸洗时间长,导致加工成本居高不下;而常温除氧化皮工艺对除去薄氧化皮效果好,对厚氧化皮效果不理想,特别是焊接处黑渣基本上除不掉。针对这种情况,笔者在总结不锈钢前处理成功经验的基础上,采用两步酸洗综合处理技术,研究成功了不锈钢常温快速酸洗工艺。该工艺常温下能快速去除不锈钢表面厚氧化皮,特别是对焊接处黑皮及夹杂物去除效果好,酸洗处理后表面洁净光亮,不易失光褪色,不泛黄。
工艺不锈钢件上挂→化学除油(常规碱性化学除油或表面活性剂除油) →热水洗→流水洗→ 步酸洗→流水洗→第二步酸洗→流水洗→转入下道工序(如:化学着色→回收→流水洗→硬化处理→流水洗→封闭处理→流水洗→干燥→成品)
步
酸洗工艺
步酸洗的主要目的是除去焊接处和焊缝的黑皮和夹杂物及部分氧化皮,经优化筛选,确定的工艺规范如下:
盐酸300 mL/L
磷酸60 mL/L
双氧水120 mL/L
稳定剂80 mL/L
表面活性剂2 mL/L
θ室温
t 1~2 min第二步酸洗工艺 步酸洗处理后不能完全除尽氧化膜,表面附着一层灰色膜,光泽较差,必须经过第二步酸洗,除去表面灰色膜,使其达到近似镜面光亮,经优化筛选实验验证,采用如下工艺规范:



酸洗常用的酸有盐酸、硫酸、磷酸、 、氨基磺酸等无机酸,和柠檬酸、EDTA等有机酸。但由于酸对金属设备均有腐蚀作用,尤其无机酸的腐蚀更为严重,同时所放出的氢会向金属内部扩散,使被洗设备发生氢脆。另外所析出的大量的酸性气体,会使劳动条件恶化。因此在酸洗时要加入缓蚀剂,以抑制金属在酸性介质中的腐蚀,减少酸的使用量,提高酸洗效果,延长热力设备的使用寿命。酸洗时不仅要考虑酸的溶铁能力,还应考虑垢成分、金属材质、废液处理方法等因素。故选择一种质量好的缓蚀剂是酸洗的重要环节,而了解各类缓蚀剂的缓蚀性能可以更好的进行防腐工作。
硫酸酸洗缓蚀剂
硫酸常在酸洗用量较大的金属材料酸浸除锈过程中作清洗主剂和在锅炉污垢中钙化合物含量很低的情况下用于酸洗锅炉。由于硫酸浓度高,密度大,所以在等物质的量清洗条件下,洗一台锅炉所用工业硫酸的体积仅为盐酸的1/4,而且浓硫酸对钢铁几乎不腐蚀,这给化学清洗带来了极大的方便,可以大大简化储存、运输和配酸的系统。用于硫酸溶液中的缓蚀剂主要有两种,一种是含氮化合物缓蚀剂,如胺、吡啶以及吡啶碱和醌、2 -甲基吡啶、吡啶碘化合物和吡啶卤化物;另一种是含硫化合物的缓蚀剂,如硫脲以

未经前处理的钢管,冷拔时因钢管表面与模具之间摩擦系数过大而使拔制不能进行;只有经过前处理工序,使钢管先进行除锈,并通过磷化、皂化等处理,使其内、外表面形成一种致密的金属皂膜,以减小钢管与模具之间的摩擦,从而保证拔制的顺利进行。同时,通过前处理还可以减少模具的损耗率,提高成品率和工作效率,并且使加工后的成品表面光滑均匀,防锈效果好。
钢管前处理应注意以下几点:
(1)酸洗除锈要彻底,一经发现未除净的锈,则需重新酸洗。
(2)生产中,应经常测试磷化液和皂化液的成分浓度,保证磷化液和皂化液的生产指标,发现达不到指标时,应及时进行调配。
(3)要严格控制处理液的温度与操作时间。


